Foam Core Rigid Polyvinyl Chloride (PVC-U) Pipes
1. Name and Introduction
The fusion between the core layer and the inner and outer skin layers of the pipe must be tight. The thickness ratio of the skin layers (inner and outer solid core layers) to the core layer is an important parameter in the production of foam pipes. If the proportion of the skin layer is large, the density of the pipe is high, the pipe wall is heavy, and the advantage of less material usage of the foam pipe cannot be exerted; if the proportion of the skin layer is small, the pipe is light, but the mechanical strength is somewhat reduced. According to years of production experience, when the extrusion volume ratio of the skin layer to the core layer is 11:13, the pipe quality not only meets the national standard but also is relatively light (the overall density of the pipe is 0.95g/cm³) — this precise proportion control is realized through professional twin-screw extruder and single-screw extruder matching.

2. Main Performance Characteristics
- Significantly improved impact strength, whose circumferential rigidity is 8 times that of ordinary rigid PVC. The stable mechanical performance is guaranteed by the precise control of plastic extrusion equipment during the molding process.
- Wide operating temperature range, which can be used at -30~100℃, and has good dimensional stability when the temperature changes. This stability is closely related to the uniform plasticization effect of the extruder barrel and the precise temperature control of the coextrusion tooling.
- Its special core foam structure improves the sound insulation performance of the pipe. The foam core layer can effectively block noise transmission, greatly reducing water flow noise. Compared with solid-wall drainage pipes, the drainage noise can be reduced by about 10dB. The uniform foaming effect is achieved by the precise feeding control of the plastic extrusion machine and the reasonable design of the foam extrusion tooling.
- Good heat insulation performance, whose heat transfer efficiency is 35% lower than that of non-foamed solid-wall pipes. It has a wide operating temperature range and no condensation on the surface. When used for thermal insulation transportation of cold and hot fluids, it can save insulation costs. The excellent heat insulation performance is inseparable from the uniform thickness of the foam layer formed by the high-precision plastic extrusion equipment.
- Excellent mechanical properties. The foam core layer greatly improves the compressive capacity of the inner wall. The cross-sectional mechanical characteristics of this pipe are more reasonable, so it has the advantages of high mechanical properties, good toughness and strong folding resistance, reducing the breakage problem during construction and use. These advantages are supported by the stable extrusion performance of the twin-screw extruder and the high-precision molding of the pipe extrusion tooling.
- Since the density of the middle foam layer is only 0.7~9g/cm³, which is 10%~35% lower than that of ordinary solid-wall pipes, the larger the diameter of the pipe, the larger the proportion of the foam core layer in the wall thickness, and the more materials are saved. On average, compared with PVC-U solid-wall pipes of the same wall thickness, PVC-U foam core drainage pipes save about 25% of materials and reduce the cost per meter by 32%. The material saving effect is realized by the efficient material utilization of the plastic extrusion equipment and the optimized design of the extrusion process.
- The Vicat softening point of the inner and outer solid wall layers is ≥83℃; the tensile strength is ≥45.5MPa; the elongation at break is ≥92%. These performance indicators are guaranteed by the precise control of the extrusion temperature and speed of the plastic extrusion machine.
3. Raw Material Selection and Formula
The main raw material for the molding of PVC foam core pipes is suspension polyvinyl chloride resin. However, due to the different fluidity and formability of the inner and outer skin layers and the foam core layer during molding, the grades of PVC resin selected are somewhat different. Generally, SG5 PVC resin is selected in the formula for the inner and outer skin layers, and SG7 or SG8 PVC resin is selected for the foam core layer. Similarly, for the needs of the extrusion molding process, a certain proportion of stabilizers, lubricants and other auxiliary materials should be added to the formula, and foaming agents should be added to the formula for the foam core layer. The rationality of the formula is closely matched with the performance of the plastic extrusion equipment to ensure smooth molding.
3.1 Lead Salt Formula System
B. Core Layer Formula (based on SG-7 resin) 100 parts of PVC, 50-125 parts of light calcium carbonate/heavy calcium carbonate (to adjust density), an appropriate amount of foaming agent (to match the extrusion process), 4.0-5.0 parts of composite lead salt stabilizer. The foaming agent in this formula needs to be matched with the temperature control of the single-screw extruder or twin-screw extruder to achieve the ideal foaming effect.
3.2 Environmental Protection Additive System
100 parts of PVC, 6.5 parts of calcium-zinc stabilizer, 1.2 parts of stearic acid, 0.6 parts of paraffin, 7 parts of CPE, 180 parts of heavy calcium carbonate. This environmentally friendly formula is compatible with various plastic extrusion equipment, ensuring stable extrusion and meeting environmental protection standards.
B. Core Layer Formula (SG-7 resin)
100 parts of PVC, 5.5 parts of calcium-zinc stabilizer, 1.5 parts of stearic acid, 1.0 part of paraffin, 5 parts of CPE, 120 parts of heavy calcium carbonate + 30 parts of light calcium carbonate, 0.8 parts of AC foaming agent. The AC foaming agent in this formula can achieve uniform foaming under the precise temperature control of the plastic extrusion machine, ensuring the quality of the core layer.
3.3 Formula Optimization Direction
- Filler Adjustment: Light calcium carbonate and heavy calcium carbonate can be mixed (such as 50 parts of light calcium carbonate + 100 parts of heavy calcium carbonate in the core layer) to reduce density while maintaining strength. This optimized formula can reduce the load of the plastic extrusion equipment and improve production efficiency.
- Lubrication Balance: If melt fracture occurs during processing, PE wax (0.2-0.5 parts) can be added to improve melt fluidity, ensuring smooth extrusion of the plastic extrusion machine and avoiding material waste.
- Cost Reduction Strategy: On the premise of meeting performance requirements, the amount of heavy calcium carbonate in the core layer can be increased to 200 parts, but the amount of lubricant needs to be increased simultaneously. This strategy can reduce raw material costs without affecting the extrusion effect of the plastic extrusion equipment.
4. Equipment Selection
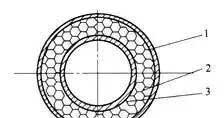
The composite molding die of PVC foam core pipes has a relatively complex structure, which is a mold structure for producing foam core pipes with two extruders. The import “I” is the inlet for the inner and outer skin molding materials of the extruded pipe by one extruder; the import “II” is the inlet for the foam core molding materials of the extruded pipe by the other extruder. The melt flows extruded by the two extruders enter from the two feed inlets respectively, form the inner and outer skin layers and the core layer in the mold, then converge and composite into the foam core pipe. While moving forward, the raw materials in the core layer foam under the appropriate temperature conditions between the die and the sizing sleeve, forming the PVC foam core pipe. The precision of the pipe extrusion tooling and the matching degree of the plastic extrusion machine directly determine the composite effect of the three layers.

5. Molding Process
5.1 Production Process Sequence of PVC Foam Core Pipes
Since different material formulas are used for the skin layer and the core layer during the molding of PVC foam core pipes, the production process sequence of PVC foam core pipes is different from that of ordinary PVC pipes. The production process sequence of PVC foam core pipes using two extruders for feeding is as follows:
Raw material measurement of inner and outer skin layers according to the formula → high-speed mixing of raw materials → raw material cooling → extrusion plasticization; Raw material measurement of foam core layer according to the formula → high-speed mixing of raw materials → raw material cooling → extrusion plasticization → melt composite molding → vacuum cooling shaping → vacuum spray cooling water tank → traction → cutting → inspection and storage. Each link of this process requires close cooperation with plastic extrusion equipment to ensure stable production.
5.2 Raw Material Preparation and Processing Technology
The raw material preparation and processing technology of PVC foam core pipes mainly involves mixing various raw materials measured according to the formula in a high-speed mixer, so that various raw materials can penetrate and disperse uniformly under a certain temperature condition, and the mixed raw materials can meet the requirements of the next production process and the production process of the extruder. The high-speed mixer is an important auxiliary equipment in the plastic extrusion production line, which directly affects the uniformity of raw material mixing.
Since foaming agents are added to the molding material formula of this PVC foam core pipe, the raw materials should be added into the mixing chamber of the mixer in the order of polyvinyl chloride → stabilizer → modifier → nucleating agent → lubricant → foaming agent → colorant during mixing, so as to achieve uniform dispersion of raw materials. The raw materials are thermally mixed in a high-speed mixer, the material temperature should reach 110℃, and then transferred to a cold mixer for cooling and stirring until the material temperature drops to about 40℃ before feeding the extruder. The thermal mixing and cooling stirring time of raw materials should not exceed 30min. This process ensures that the raw materials can be fully plasticized in the plastic extrusion machine and the foaming effect is stable.
5.3 Extruder Molding Process of Foam Core Pipes
Temperature control: The temperature control of the extrusion molding process of PVC foam core pipes is basically the same as that of other PVC pipes. The barrel temperature of the extruder is controlled within the range of 140~200℃, and the temperature of the molding die is controlled within the range of 170~195℃. However, since the viscosity of the PVC resin used for the inner and outer skin layers in the molding raw materials of PVC foam core pipes is higher than that of the PVC resin used for the foam core layer, the temperature control of the extruder for extruding the inner and outer skin materials should be about 10℃ higher than that of the extruder for extruding the foam core materials to meet the process temperature requirements for raw material plasticization. The precise temperature control of the plastic extrusion machine is the key to ensuring the molding quality of the pipe.
6. Notes on Extrusion Molding of PVC Foam Core Pipes
- The materials for the inner and outer skin layers and the foam core layer of PVC foam core pipes should be mixed in two separate high-speed mixers respectively. This operation can avoid cross-contamination of materials and ensure that the performance of each layer meets the requirements, which is also conducive to the stable operation of the subsequent plastic extrusion equipment.
- Before production, carefully adjust the uniformity of the assembly gap between the die and the mandrel in the molding die. If the uneven gap affects the wall thickness during production, only fine adjustment can be performed. The uniformity of the gap is closely related to the precision of the pipe extrusion tooling and directly affects the wall thickness uniformity of the pipe.
- Before production, adjust the distance between the die and the sizing sleeve to be generally controlled within the range of 120~ During production, the distance should be adjusted based on work experience. If it is found that the core layer material foams too fast, the distance should be reduced, otherwise, it should be increased. This adjustment ensures that the foam core layer can foam stably under the cooperation of the plastic extrusion machine.
- In addition to the different specifications of the extruders for the skin layer and the core layer (the specification of the core layer extruder is slightly larger than that of the skin layer extruder), attention should also be paid to the matching of the extrusion melt speed of the two extruders. During initial production, observe the forming thickness of the inner and outer layers and the core layer extrusion materials in the pipe blank and the consistency of the melt flow rate, then appropriately adjust the screw speed of the two extruders. The matching of the screw speed of the plastic extrusion machine is the key to ensuring the uniform thickness of each layer of the pipe.
- Pay attention to the influence of the process temperature control at the molding die on the molding quality of the pipe blank. The temperature at the melt inlet should be controlled at 160~165℃, the temperature at the pipe composite splitter cone should be controlled at 165~175℃, and the temperature at the die should be controlled at 180~195℃. The precise temperature control of the pipe extrusion tooling ensures the stable fusion of each layer and the ideal foaming effect.
- Control the traction speed of the pipe blank, and pay attention to the draw ratio to be controlled within the range of 1.2~5. The stable traction speed matches the extrusion speed of the plastic extrusion machine, avoiding pipe deformation.
- Pay attention to the control of the sizing cooling water temperature, which should not be higher than 15℃. The pipe blank should be fully cooled to quickly reduce or stop the foaming process of the core layer foaming material. This step ensures the dimensional stability of the pipe and is an important link in the post-processing of the plastic extrusion production line.
- Key words: foam core rigid PVC-U pipes, plastic extrusion equipment, single-screw extruder, twin-screw extruder, pipe extrusion tooling, coextrusion tooling, foam extrusion tooling, plastic extrusion production line
Recent News